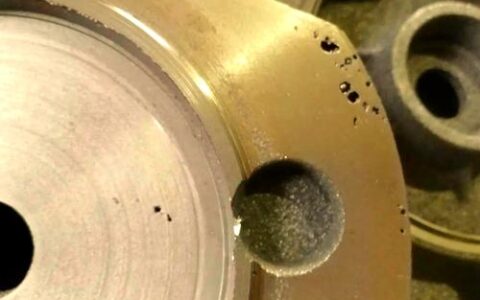
上周陪客户验厂,在锻造车间遇到个事儿——一位年轻工程师指着刚出炉的曲轴说:‘这个毛坯表面怎么像橘皮?是不是锻坏了?’车间老师傅抽了口烟,慢悠悠回:‘没那褶子,我还不放心呢。’你看,这就是锻造。外行看热闹,内行更看门道。表面粗糙?可能正是金属流线完整的证据。光亮如镜的锻件……反倒让人心里打鼓。所以今天聊聊,锻造工艺中那些反直觉的真相。
锻造不是打铁,是金属的‘热处理整形术’
先纠正一个顽固认知:锻造绝不是把金属砸扁轧长那么简单。实际上,每一次锤击都在改写微观组织。金属在再结晶温度以上被揉捏——晶粒破碎又重组,杂质被打散成弥散点,连缩松都能焊合。说人话就是:锻造像给金属做深层按摩,把内部应力、缺陷理顺了。可这按摩力道不对,分分钟搞出内伤。

我见过最离谱的操作,是某厂为了赶工期,把终锻温度压到800℃以下还硬锤。结果怎么样?表面裂纹像龟背竹,切开全是穿晶断裂。老板还犟嘴:‘我们一直这么干!’后来那批货全部报废,赔了一百多万。所以锻造工艺的核心其实是温度窗口。始锻温度高了容易过热甚至过烧,低了塑性差、变形抗力大。钢种不同,窗口能差几百度。比如常用的45钢,1200℃开锻,800℃必须停手;但一些镍基高温合金,窗口只有区区100℃左右,玩的就是心跳。
再说变形量。教科书上说锻造比要达到3以上才能充分破碎铸态组织。但实际生产中,形状复杂的件,局部变形比可能远远不足。这时候就要靠反复镦粗—拔长来凑。听起来简单?做起来难。方向不对,非但没改善,还会带来各向异性。曾经有位设计师非要锻造流线沿零件轴线,可那是个叉形件,怎么锻都扭着。最后我们反向思维,把铸坯反着放,三向压应力总算把流线捋顺了。锻造是一道妥协的艺术,你必须在材料、形状、性能间找那个唯一的平衡点。
自由锻 vs 模锻:一个靠手艺,一个靠模具,但千万别选错
很多采购经理一上来就嚷嚷:‘我们要模锻件!质量稳定!’……真稳定吗?模锻的精度是高了,但前提是模具设计合理、设备吨位够、润滑得当。我亲眼见过一条因模具预热不足就开打的生产线,前几件全是折叠。还有更坑的:为了省模具钢,用H13代替高端热作钢,结果几百件后模膛塌陷,锻件尺寸全超差。模锻不是万能药,它只适合大批量、形状不太复杂、且后续加工余量小的件。小批量、超大件、形状特异的东西,还得请自由锻出山。

自由锻灵活性无敌,但真的考验人。同样的45号钢轴,俩师傅锻出来疲劳寿命能差三倍。诀窍在哪儿?砧宽比、送进量、翻转角度……全是手感。有位退休的师傅跟我说过:‘自由锻就像揉面,你得感觉到面筋在哪儿断了,哪儿還软着。’现在很多厂上了程序锤,想摆脱人工依赖。结果呢?锻出来内部探伤没问题,但一上疲劳试验就崩了。后来发现,程序锤的节奏太机械,应力波根本没充分传播。后来把人工操作的数据采集下来,搞了个仿生模式,才算解决。你说玄不玄?
问:自由锻是不是已经过时了?为什么还在用?
答:恰恰相反,在大型装备核心部件上,自由锻独一份。比如核电转子、船用曲轴,几百吨的钢锭,你上哪儿找那么大的模具?就算有模具,那个投资吓死人。自由锻随形,单件小批灵活,而且能通过反复锻造压实心部,这是模锻无法替代的。当然,自由锻尺寸精度差、材料利用率低,所以一般只用于预锻或关键承载件。只要大型装备还存在,自由锻就永远不会消失。
问:模锻件内部质量一定比自由锻好?
答:啧,又是一个常见误区。模锻的金属流线确实更容易顺形分布,但前提是分模面选对了,否则反而会切断流线。而且模锻坯料在型腔里的流动受限制,某些角落流线可能紊流甚至回流,形成折叠。自由锻虽然表面粗糙,但通过合适的镦拔,内部流线可以很连续。所以质量好坏取决于工艺设计,而不是方法本身。简单件选模锻,复杂受力件搞个自由锻+局部模锻的结合,性价比最高。
高温下的金属流动:那些影响锻件寿命的隐形杀手
有一次帮客户失效分析,一个模锻连杆用了不到半年就断了。断面电镜扫描,疲劳源是根部一个小凹坑——深度只有0.3mm,肉眼根本看不出来。追溯工艺,发现那个凹坑是锻造时的‘切边毛刺’残根。切边模间隙过大,切边后留下微裂纹,后续喷丸也没盖住。就这一点瑕疵,毁了一整台设备。所以啊,锻造缺陷往往不在锻件本身,而在那些被忽略的辅助工序——切边、校正、热处理衔接……任何一环掉链子,前功尽弃。
另一个常见的隐形杀手是混晶。某批汽车转向节装机后异响不断,拆解发现表面一层粗晶,心部细晶。原来酸洗发现折叠后,他们进行局部补热挽救,结果导致表面局部重新再结晶长大。而粗晶区疲劳强度直接掉了40%。教训惨重。锻造是单行道,一旦出现关键缺陷,别想着修修补补,直接报废才是成本最低的。
精密锻造:近净成形到底有多‘近’?
这几年‘近净成形’‘零机加工’喊得震天响,精锻技术确实进步惊人。冷锻齿轮精度能到IT7级,热模锻叶片型面余量仅0.5mm。但注意了,精密锻造对模具、坯料、润滑的要求是几何级上升。一个钛合金叶片精锻室,模具预热要精确控制到±10℃,润滑剂用石墨还是玻璃粉、厚度多少,都能决定成败。我们曾经引进过一套温锻生产线,调试期废品率高达30%,问题出在国内钢棒端面斜度过大——人家德国原厂用锯切,我们图省钱用剪切,墩粗时偏向一边,模具偏载开裂。最后咬牙全换锯切,废品率立马降到2%。精锻是一条高门槛的路,基础工艺跟不上,顶级的设备也白瞎。
问:精密锻造能完全省去后续机加工吗?
答:完全省去?可能只有螺栓头这类极简单的轴对称件可以。大多数结构件还得留精加工余量,因为锻造表面有脱碳层、疲劳性能不如机加工表面。尤其是承受交变载荷的件,往往需要磨削或喷丸强化。精密锻造的真正价值是大幅减少材料浪费和粗加工时间,像差速器伞齿轮,能省30%的材料,工序减少道。但别幻想一台锻压机出来就能直接装车,那不现实。
选锻造厂,看设备更要看‘人’

最后说点实在的。现在国内锻造厂乌泱泱,设备也都不差,但水平天差地别。考察时别光看压机吨位,去烧烧炉子旁站十分钟:看工人测温是掏测温枪还是凭肉眼;看锻件转移时丢在地上还是轻放;看模具冷却涂刷了润滑剂没。这些细节才反映真实能力。还有,问他们有没有做数值模拟。靠谱的厂对于新件都会先用DEFORM或QForm模拟金属流动,把折叠、充不满预估出来。啥年代了还只靠试错,那得浪费多少钢锭?
锻造工艺,终归是一门控制变形与相变的科学,夹着手艺的感性。那些百年老厂的底蕴,往往就在老师傅不肯说的那点经验里。希望这篇文章能让你下次见到锻件时,多一层理解——那上面每一个锤印,都是金属写在表面下的故事。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:锻造工艺:你以为的千锤百炼,可能全锤错了 https://www.dachanpin.com/a/tg/56534.html