干了十几年机械加工,最烦的就是那种照着手册念参数的“专家”。车削加工这东西,说简单也简单——一根轴、一把刀、转就完事了。可真的上了床子,才发现全是坑。尤其是现在动不动就上数控车床,编程一错,撞刀是轻的,工件飞出来那才叫吓人。说实话,很多新手——甚至老手——都在犯一些低级错误,但没人愿意点破。今天我就来聊聊那些车间里真正管用的经验,不扯理论,只说怎么干活儿不出事儿。
选刀:贵的未必是对的,但便宜的一定有问题
刀具这事儿,我踩过的坑能写本书。有次图便宜买了批国产焊接车刀,想着粗车45钢而已,结果……刀尖崩得比鞭炮还快,一件活没干完,刀片碎了三块。后来换了涂层硬质合金刀片,寿命直接翻十倍。但也不是说你无脑上CBN、金刚石就好,断续切削的时候,CBN崩刃崩到你怀疑人生。得看工况:比如不锈钢车削,一定要选锋利的槽型,加大前角,否则就是加工硬化→刀尖积屑→表面拉毛,恶性循环。
还有刀尖圆弧半径——这个参数被太多人忽略了。粗车时用大刀尖圆弧,能扛冲击;但精车时,圆弧太大容易引起振动,表面出波纹。我一般精车0.4mm圆弧,配合小进给,粗糙度稳稳的Ra0.8。不过有一回车细长轴,0.4的刀尖还是振,逼得我改用0.2,走刀降到0.05mm/r,才搞定。哎,有时候真是被逼得没办法!

参数:听声音比看手册准
切削三要素——转速、进给、切深——书上给的推荐值,千万别直接拿来用!机床刚性不一样,工件装夹方式也不同,照搬参数轻则振刀,重则断刀。我的习惯是:先听声音。切入工件那一刻,如果发出“嘶嘶”的连续声,切削顺畅;一旦变成“嘎嘎”的间断冲击声,不是振刀就是刀片快崩了,赶紧停车。
比如车调质钢,硬度HRC35左右,我习惯线速度120m/min,切深1.5mm,进给0.2mm/r,这是试了无数次才稳定的组合。但要是碰上薄壁件,同样的参数,工件变形让你哭。只能降切深到0.5mm,提高转速,还得加上跟刀架。有一次车一个壁厚2mm的铝筒,装夹都不敢用三爪,改用了开口套,就这样还是椭圆了0.03mm,最后靠手工研磨救回来……真是心累。
问:车削时怎么快速判断刀片该换了?
答:看切屑颜色和形状。如果切屑从银白色变成深蓝甚至紫色,说明切削温度过高,刀尖可能已经轻微磨损。另外,如果切屑从连续的螺旋卷变成不规则的碎断,或者工件表面出现亮斑、手感粗糙,那别犹豫,换刀!等到听见刺耳噪声或者看到火花,刀尖可能已经崩碎,搞不好工件都报废了。我一般会在精车前强制换新刀尖,绝不用磨损的刀片去追求尺寸,那是跟自己过不去。
数控编程:那些G代码里藏着的坑
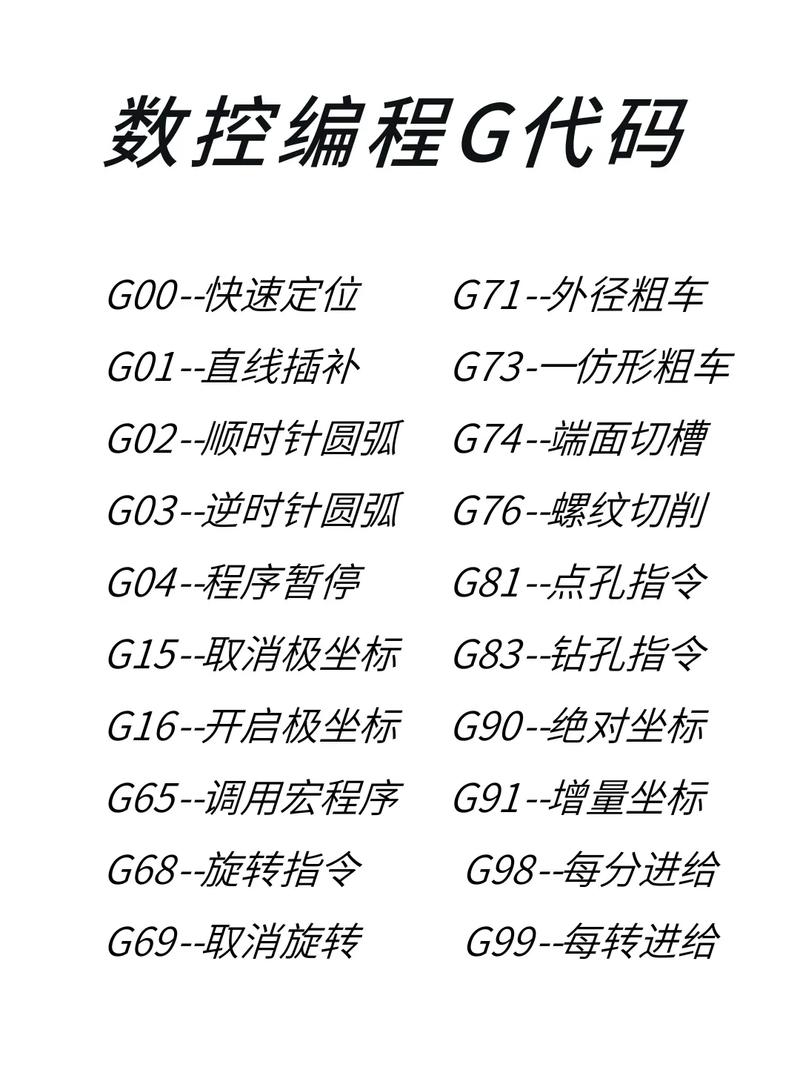
现在谁还用普通车床干大批量啊?都是数控车床。但编程里的陷阱,一踩一个准。比如G71粗车循环,很多人不设精车余量X向和Z向一样,结果Z向留太少,精车时刀尖直接蹭到未加工表面,粗糙度完蛋。我一般X留0.5,Z留0.1。还有G70精车循环前,一定记得加G40取消刀补,否则过切了都不知道怎么死的。
更坑的是刀尖半径补偿(G41/G42)。车锥面或圆弧时,如果不加刀补,形状误差能差出几十丝。有次加工一个球头,没加刀补,结果球头成了“橄榄球”,被质检骂得狗血淋头。从那以后,我所有轮廓加工都老老实实加G42,并且对刀时一定在刀补页面输入刀尖圆弧和方位号。不过要注意,刀补方向搞反了,轨迹会偏移,新程序第一次跑一定要空运行看路径。
问:车削时振刀怎么解决?除了降参数还有什么招?
答:振刀简直是车工噩梦!降参数是最笨但有效的方法,但牺牲效率。可以试试这几招:1)检查刀具悬伸,只要够用,越短越好,悬伸超过刀杆直径3倍,刚性急剧下降;2)换正前角刀片,减小切削力;3)如果车外圆振,尝试把刀尖装得比中心略高0.1-0.2mm,这样切削力会把刀往下压,反而更稳;4)细长轴必须用跟刀架或中心架,必要时一夹一顶,尾座顶尖力度要适中,太紧工件弯曲,太松顶不住。最绝的一招:改变走刀路径,比如从右往左车改成从左往右,让切削力方向改变,有时立马不振了。实在不行,上阻尼减振刀杆,那玩意儿贵是贵,但能救命。
精密与特种车削:别把车床当万能机床

现在很多厂吹嘘“以车代磨”,硬车削确实能省去磨削工序,但前提是机床够硬、刀具够好、参数够准。我在一台线轨数控车上试过硬车HRC60的淬硬钢,结果刀片三分钟就碎,表面粗糙度Ra1.6都达不到。后来换到重型硬轨车床,用CBN刀片,线速度拉到200m/min,进给0.05mm/r,切深0.1mm,居然干出Ra0.4以下,圆度0.003mm。但成本太高,一片CBN刀片几百块,只适合高附加值零件。普通件还是留给磨床吧。
还有车铣复合,那更是另一个世界。一次加工偏心轴,要在圆周上铣个键槽,我们用动力刀座,结果Y轴偏置设错,槽宽超差0.1mm,整批报废。所以这种高级功能,没玩熟之前,最好先试切废料。千万别太信机床精度,新机床出厂精度和用了两年的精度完全是两码事,定期打激光干涉仪校准才是正理。
最后说一句:不管技术多先进,车削加工的根本还是人。床子再贵,不会用的照样干废活。多去车间听、摸、看,比看十本教材都有用。有些经验,书本永远不会告诉你。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工实战避坑:别被教科书骗了,这些细节才要命 https://www.dachanpin.com/a/tg/56584.html