干热处理这行,最头疼的不是硬度上不去,而是——变形,或者更惨,直接开裂。那种感觉,就像煮熟的鸭子飞了,前面所有工序都白费。对吧?
我刚入行那阵,跟师傅学淬火,眼睁睁看着一个精密齿轮,油冷出来变成了“麻花”。师傅气得拍桌子:“你控制个温度怎么跟玩似的!” 说实话,当时真觉得热处理就是个玄学。
1. 加热速度:不是越快越好
很多人认为,提高加热速度能节省时间、提高效率。呵,想得美。对于高碳钢、合金钢这些难伺候的材料,升温一快,内外温差一大,热应力直接爆表,还没等淬火,内部就可能有微裂纹了。特别是大截面工件,你外层到奥氏体化温度了,心部还凉着呢,这种温差产生的应力,有时候比淬火时还猛。
我后来学乖了,对于形状复杂的模具,或者Cr12MoV这类材料,干脆采用分段加热。在550~650℃和800~850℃设两个等温台阶,让工件“喘口气”,温度均匀了再继续升。虽然多花点时间,但变形量明显小得多。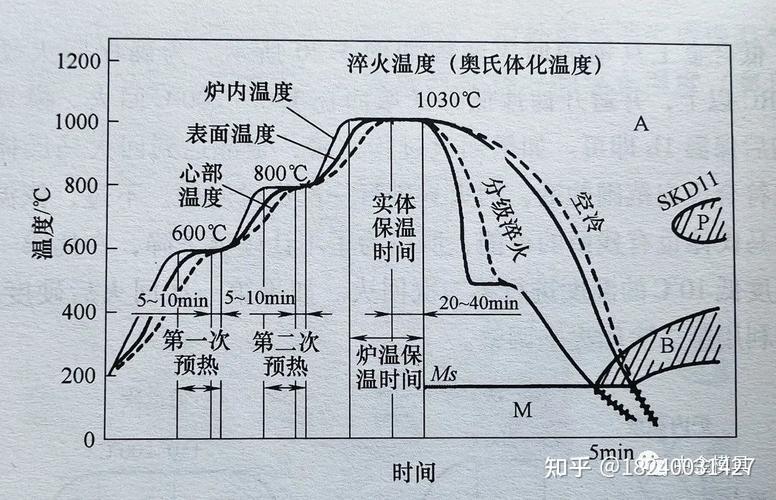
不过,也别说都是慢好。对于薄壁小件,快速加热反而能减少氧化脱碳,关键是摸透你的材料脾气。
2. 淬火介质:别迷信“快速光亮淬火油”
现在很多厂家推销淬火油,吹得天花乱坠,什么冷速快、光亮性好。结果我试过一家,淬出来GCr15轴承套圈,光亮是光亮了,椭圆变形超过0.3mm,整批报废!为什么?查了半天才发现,油的特性温度太高,蒸汽膜阶段短,但沸腾阶段冷速过快,在马氏体转变区冷速降不下来。
淬火介质的核心,不是冷得越快越好,而是冷得恰到好处。 高温阶段要快冷避开珠光体转变鼻尖,低温阶段要慢冷减少组织应力。所以,水基淬火液、PAG聚合物,甚至双液淬火(水淬油冷)这些老方法,有时候比昂贵的专用油更管用。别被销售人员忽悠了,拿自己工件去测冷却曲线才是正道。❗
问:我们厂做的是40Cr调质轴,直径50mm左右,用水淬老是裂,用油硬度又不够,怎么办?
答:这种情况太常见了。40Cr水淬临界直径也就30~40mm,你50mm轴想淬透,水冷有开裂风险,油冷硬度可能上不去。试试PAG水溶性淬火液,浓度控制在5%~8%,高温冷速接近水,低温冷速接近油,我做过对比,效果很好。另外,也可以采用水淬油冷,但操作要求高,得严格控制在水里的时间,振动一下看表面反光开始变暗就转油,要靠经验。
3. 装炉方式:被忽视的变形源头
你会不会把工件随便往料筐里一丢?长轴竖着放还是横着放?盘状零件平着堆还是挂起来?这里面道道多了。加热时,工件自重就能造成蠕变变形,尤其高温下。我见过最离谱的,一根2米长的细长轴,淬火后弯成香蕉,其实就是加热时躺着放,没支撑好。
我的经验:细长轴类必须悬挂或垂直放置,而且要留膨胀间隙; 薄壁套筒最好用专用夹具,多点支撑;盘状件竖着放比平着放变形小。这些不是理论,是赔了好多钱换来的教训。
问:我们做的是大型薄壁齿圈,渗碳淬火后椭圆度总是超差,怎么控制?
答:齿圈薄壁,渗碳后冷却和淬火时最容易变成椭圆。首先装炉时最好用多点支撑胎具,尽量使工件保持圆形。渗碳后降温淬火时,可以在专用压床上进行模压淬火,这是最有效的。如果没条件,至少要保证入油时垂直入油,搅拌尽量均匀,或者采用等温淬火,减少相变应力。实在不行,预留余量,淬火后校正。
4. 回火脆性:第二类回火脆性,你躲开了吗?
有些钢,比如Cr钢、Mn钢、CrNi钢,在450~650℃回火后缓冷,冲击韧性会断崖式下跌。可悲的是,很多小厂图省事,回火后直接空冷或炉冷,结果用着用着就脆断。我吃过一次大亏:一批40CrNiMoA轴,回火后炉冷,装机试验时咔嚓断了,断口晶粒状,典型脆性断口。后来才查资料,第二类回火脆性!从那以后,这类材料回火后一律油冷或水冷,然后补充一次低温回火消除应力。
避开回火脆性的方法就两条:一是快冷通过脆化温度区,二是加入Mo、W等合金元素延缓脆化。 但快冷最直接,别怕麻烦。💡
5. 深冷处理:不是万能神药,但用对了真香
深冷处理这些年被炒得很热,好像啥问题都能解决——提高硬度、耐磨性、尺寸稳定性。但我要泼点冷水:它对某些材料确实有效,比如高速钢、模具钢、渗碳钢,但不是所有钢都适合。深冷主要是促进残余奥氏体转变,细化马氏体,析出碳化物。前提是你淬火后残余奥氏体得够多,如果本来马氏体转变就彻底了,再去深冷作用不大。
我有个客户,做D2冲模,老抱怨寿命短。我们帮他加了深冷:淬火后冷到-120℃保温两小时,然后回火。寿命提高了将近一倍。但另一个做45钢齿轮的,深冷后硬度基本没变化,白花钱。
所以,深冷工艺要结合材料和工况,有用再上。

热处理就是这样,细节里藏着魔鬼,也藏着黄金。有时候一个不起眼的操作,可能让你报废一批货;有时候一个巧妙的变动,又能让性能提升一个台阶。别指望有万能配方,多观察、多记录、多分析,比什么秘籍都管用。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:热处理变形开裂?这5个细节你可能一直忽略了 https://www.dachanpin.com/a/tg/59040.html