电弧的不稳定性——谁在捣鬼?
很多人以为,调好电流电压就万事大吉。错得离谱。电弧像天上的云,变起来毫无征兆。那天我焊一个压力容器,突然飞溅大得吓人,噼里啪啦,焊渣粘了一袖子。停下来检查,发现保护气体混入了水汽——就因为我偷懒没及时更换干燥剂!这件事教会我:气体纯度才是隐形的工艺参数。别只盯着焊机屏幕!
热输入与变形:一场你终究会输的战争
没错,变形是焊接的宿命。我们只能缓解,不能消除。有次给高铁转向架做焊接,要求变形控制在0.5毫米内。经理觉得我们疯了——但做到了。秘诀?对称施焊、反变形法加严格的层间温度控制。层间温度,这个词被低估了。很多车间根本不测,焊完一道趁热就焊下一道,结果残余应力大得吓人,迟早开裂。 问:都说焊前预热能防裂,但预热温度到底怎么定?凭感觉吗? 答:这个问题问得好!我最开始也凭感觉,后来吃了大亏。预热温度取决于碳当量和板厚。有个经验公式,但实际中,我用测温笔。对于中碳钢,预热到150-200℃是常事。但注意,不要超过工艺评定规定的上限,否则热影响区晶粒粗大,韧性下降。还有,层间温度保持不低于预热温度,这点常常被忘记。
激光焊来了,传统焊工要淘汰了吗?

检验不只是看表面——那些隐藏的杀手
射线探伤、超声波探伤,这些是事后了。有经验的焊工,听声音都能判断。啪啪声均匀,飞溅少,说明参数合适。如果闷响,可能熔深过大或焊速太慢。我强迫症,每焊一道都要用放大镜看焊趾,那是应力集中的地方。❕重要提醒:不要迷信外观检验,内部缺陷才致命。去年有个项目,外观完美,超声一查,内部未熔合,差点酿成大祸。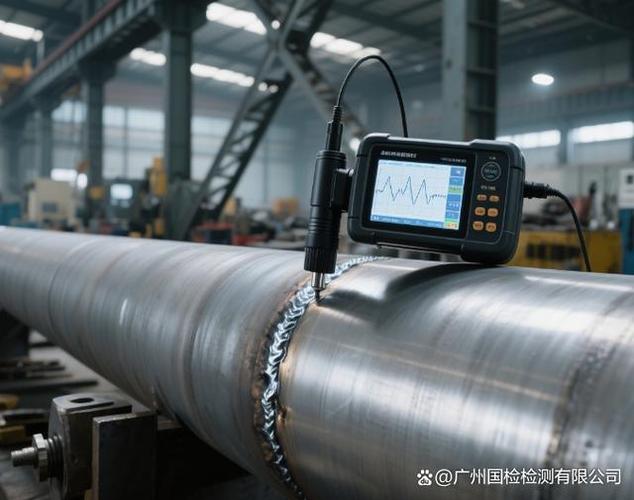
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:焊接工艺的痛点与突破:一位老焊工的十年心得 https://www.dachanpin.com/a/tg/61197.html