上周去车间,刚好撞见老张对着图纸骂娘。他手里的活,一个1.5mm不锈钢罩壳,四边折弯,设计图上标得清清楚楚——折弯内圆角R0.5。我差点没忍住笑。说实话,但凡画图的在车间待过半天,也写不出这种反人类的参数。
干钣金这行,折弯是最不起眼、但最容易翻车的环节。激光切割下料再漂亮,数控冲床打得再快,折弯一崩,全白搭。你问我为什么?因为这道工序里,机床、模具、材料、展开尺寸、操作工的手艺,哪个环节掉链子都得出篓子。
折弯不是“掰弯”,搞清回弹再谈精度
新人常以为折弯就是弄个角度,90°就是90°。真这么简单,老师傅们早失业了。金属有回弹——这是中学物理就教过的,但在车间里,回弹量是个玄学。不锈钢比碳钢弹得凶,硬料比软料弹得狠,同一批板材,轧制方向不同,回弹都能差出半度去。
去年给医疗器械客户做一批304不锈钢外壳,图纸要求折弯角度90°±0.5°。我们试模时用了88°的模具,压出来测——91.5°。操机的小李当场就懵了。后来调了保压时间、调整了进刀深度,来回七八次,才稳在公差内。你看,机器数控系统显示的深度值,只能当参考,最终还是靠试折、测量、再修正。这过程,没有任何“一键搞定”的捷径。
所以别信那些吹得天花乱坠的自动补偿系统。💡 有用吗?当然有用。但你要是以为它能把所有回弹问题都解决了,那就等着报废吧。尤其是铝板、铜板这些软料,回弹规律跟厚度、晶格方向强相关,有时候上午调好的参数,下午换了另一卷料,角度又飘了。
展开尺寸算错了?神仙也救不回来
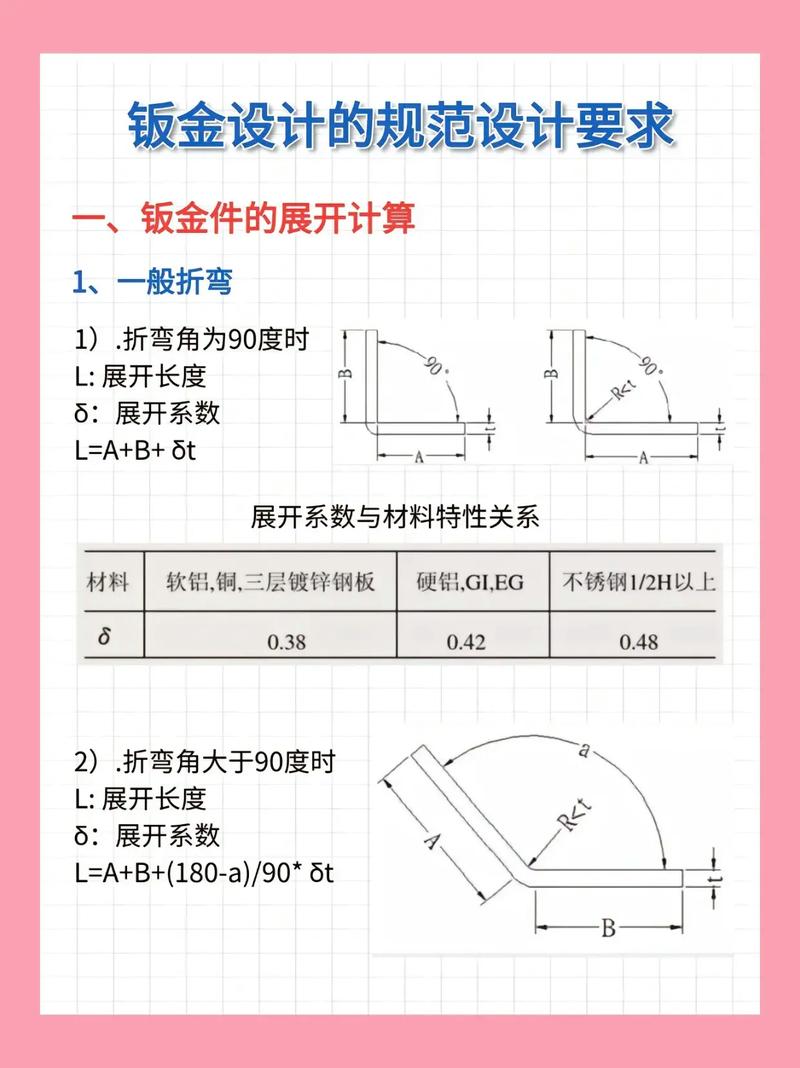
折弯的噩梦,一半来自展开尺寸。你画个简单的L型支架,两条边长度分别是50和30,板厚2mm,折弯半径2mm。展开长度怎么算?很多人的第一反应:50+30减去两个板厚?错得离谱。折弯处的材料既不是凭空消失,也不是简单扣除,它有中性层——中性层的长度才是展开的依据。
K因子、折弯扣除、折弯补偿……这些参数在不同材料、不同模具下全不一样。我见过最惨的一次,一个新人工程师按SolidWorks默认K因子0.5出展开图,结果折出来的零件,整体长度短了1.5毫米。1.5毫米啊!对钣金来说就是废品。装都装不上。那批活两百件,全堆在角落吃灰。老板气得脸都绿了。
问:怎么确定准确的展开尺寸?靠经验公式可以吗?
答:经验公式只能算个大概,最终还得做首件验证。正规流程是:先用软件计算初始展开尺寸,激光切一个试验片,实际折弯后测量,反推修正K因子,再投入批量。很多小作坊跳过这步,直接凭感觉,结果公差超了就打胶、打磨、垫垫片……能蒙就蒙。你拿到手的产品,可能就是这么来的。
问:薄板和厚板的折弯注意事项有多大区别?
答:区别大了去了。3mm以下的薄板,挑战主要是回弹和起皱;超过6mm的厚板,问题变成折弯力不足、模具压痕、甚至出现裂纹。厚板折弯时,下模V槽宽度一般是板厚的8-10倍,否则折弯半径太小,材料外层拉应力过大,直接就裂给你看。有些高强度钢板,折弯前还得做去应力退火处理,不然折完过两天自己炸口。这事儿不怪钢板,怪设计没考虑工艺特性。
模具不匹配,折出来像狗啃

折弯模具的上模和下模,种类多到你怀疑人生。尖刀、弯刀、直刀、鹅颈模、压平模……光这名字就能绕晕外行。选错模具,轻则压痕重、重则把零件干废。特别是折弯顺序复杂、有干涉的零件,你得模拟折弯过程,看看模具会不会撞到已折边。有的盒子类零件,第一刀折完,第二刀的时候上模就刮到第一刀的边了——这就是没做干涉检查的后果。
记得有一次,一个深腔盒体,四边折弯高度60mm,客户还要求直角折弯,不许有压痕。我们试了标准直刀,折到最后一边时,先前折的边直接卡住刀柄。后来换了鹅颈模,工作行程刚好避开,但鹅颈模刚性和精度又稍差,折出来的角度一致性略低。最后是复合方案:前两刀用直刀保证精度,后两刀用鹅颈模避位,中间还加了一道整形。成本翻了一倍。项目做完,工程师叹气:下次设计能不能先问问工艺可行性?
❗ 强烈建议搞设计的同事,画图之前先了解你身边有哪些折弯模具,机床开口高度多少,最大折弯长度多少。不然你设计出的“完美”零件,到了车间就是废铁。
问:现在都说柔性折弯中心、自动换模,这种设备能解决模具适配问题吗?
答:能解决一部分,但不是万能药。柔性折弯中心靠机械臂抓取板材、配合多轴折弯机,理论上可以加工复杂件,但它对板厚、尺寸形状依然有限制。而且编程复杂度指数级上升,调试一个复杂零件可能要半天。单件小批量还行,大批量的话,效率不如专用模具流水线。不过话说回来,对于多品种、小批量的趋势,这些自动化设备确实是方向。
问:折弯后的表面划伤怎么控制?总被客户投诉。
答:划伤主要来自模具与板材接触、以及板料在模具表面滑动。常规做法是使用防压痕胶带、尼龙垫片或模具表面涂层处理。更高阶的,用无压痕折弯技术——上下模采用旋转结构,让材料受力点变化。但这会增加成本。如果你的产品对表面要求极高(比如家电外观件),折弯后还得加一道抛光或拉丝处理。不过最好的办法,还是从设计端加保护膜,激光切割后不撕,折完再揭。
讲了这么多,其实就想说:钣金加工里头,折弯是个技术活,更是经验活。别迷信数据和软件,也别小瞧车间师傅的直觉。很多时候,他们摸一下料、听一下声音,就知道参数对不对。这种“手感”是砸了多少废品才练出来的。下次你递图纸的时候,记得问一句:“师傅,这玩意儿好折吗?”态度到位了,麻烦也就少一半。
最后啰嗦一句,现在有些云端钣金平台,接单后自动拆图、自动报价,看似高效,但工艺可行性审核依然是薄弱环节。如果你有非标需求,还是得找有人工审图环节的厂子,否则收到的零件可能惨不忍睹。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:钣金加工折弯那点事儿:为什么你的图纸总被车间骂? https://www.dachanpin.com/a/tg/61202.html