干热处理这行二十年了。说实话,头一回碰上淬火裂纹的时候,我整个人是懵的——明明按工艺来的啊,怎么裂了?后来才知道,书上的参数,到了实际炉子里,全是变量。
裂纹不是突然来的,是“蓄谋已久”的
好多人以为,淬火裂纹就是“啪”一声,瞬间裂开。不是的。它其实是应力长期积累的结果——尤其是马氏体转变的时候,那组织膨胀得厉害。你想象一下,钢件表面冷得快,心部还热着呢,一个要收缩,一个硬挺着,能不出事儿吗?内应力超过材料强度极限的一刹那,裂纹就诞生了。而且最头疼的是,有些裂纹当时不冒头,放几天,或者回火的时候才显现。坑死个人!

我记得有一回,做一批Cr12MoV的冷冲模,淬火后探伤,好家伙,10%的裂纹率。老板脸都绿了。后来一查,问题出在预热不够充分。复杂模具,你不做阶梯预热,直接扔进高温炉,内外温差太大,热应力先给你来一下,相变应力再来补一刀——双重打击,神仙难救。
问:为什么我用油淬也会裂?不是说油冷得慢吗?
答:油冷得慢,那是相对水说的。可有些高合金钢对冷却速度特别敏感,油冷的那点速度,恰好撞在它的“危险区间”。比如说高速钢,它空冷都能淬上火,你用油?自找麻烦。其实冷却介质的选择,关键看钢的淬透性和工件的尺寸形状。薄壁件、尖角位,就是应力集中点,油冷导致温差大,照裂。我现在的习惯是,能用气淬,绝不用油。高压气淬炉,冷却均匀得多,虽然成本高,但省心。💡
现场急救:发现裂纹了,别急着报废
上周就发生个事儿。一个徒弟慌慌张张跑来:“师傅,阀板裂了条缝儿,是不是只能扔了?”我过去一瞅,裂纹在非工作面,也不深。我说别急,焊补一下,然后去应力回火,还能用。不是所有裂纹都宣告死刑。但要是裂纹穿透了,或者在关键受力部位,那确实——认命吧。不过这时候,更重要的是倒查原因,不然下一批还得裂。
查原因,得像个侦探。热处理车间,变量太多了:炉温均匀性、碳势、淬火转移时间、淬火槽循环……每一个都可能是凶手。有一次我们连续三炉模具都裂,查遍工艺单都正常,最后发现是淬火油的含水量超标了——就多了0.05%的水,冷却特性就变了,这玩意儿上哪儿说理去?❗

预防方案:别等裂了再补救,这些地方要盯死
我现在做工艺,必做三件事:
- 模拟先行:用有限元分析一下应力和冷却曲线,虽然不能全信,但能避开大的坑。
- 阶梯预热:复杂件至少两步预热,温度、时间写死,操作工不能乱动。
- 淬火介质管控:每半月测一次冷却曲线,含水量、粘度不能超差。这钱不能省。
还有回火!很多人裂纹出来了才重视回火,其实淬火后尽快回火,抓住那黄金几小时,能消掉大部分应力。别等,一拖延,裂纹就悄悄长了。😟
问:热处理后工件尺寸变形,和裂纹有关系吗?
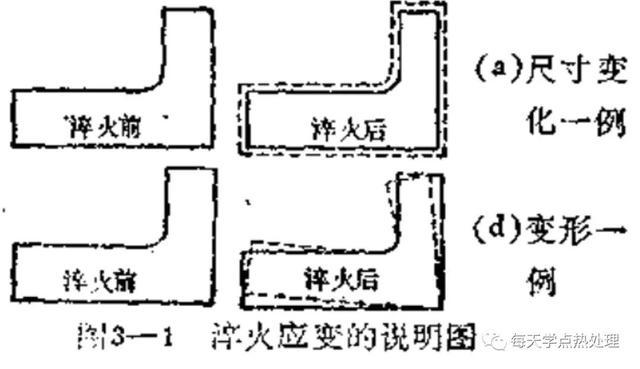
答:当然有,两者同根生——都是应力惹的祸。变形是应力引起的塑性变形,裂纹是应力超过强度导致的断裂,一个塑性一个脆性。有时候变形其实是裂纹的前兆。比如轴类件淬火后弯曲,校直时若用力过猛,就给你崩个裂纹出来。所以控制变形,其实也在预防裂纹。我的经验是,先热校直,再回火,别冷校,风险大。✅
最后,别迷信进口设备。咱们国产的真空炉,现在温控精度也能做到±3℃以内,关键是日常维护。热电偶定期校验,炉膛定期测温,这些基础活儿得有人踏实干。说到底,热处理是手艺活儿,机器再先进,人的经验、责任心,才是质量的底线。
说到这儿,想起刚入行时师傅说的:“热处理玩的就是火候。”以前觉得玄乎,现在越来越觉得——真理啊。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:热处理实战:淬火裂纹这头“拦路虎”,我是怎么驯服的 https://www.dachanpin.com/a/tg/61775.html