说实话,搞了十几年模具设计,最让我头疼的从来不是什么倒扣、滑块这些花活——是冷却。注塑周期里,冷却明目张胆吃掉一半多时间,夏天车间里机器在那慢悠悠保压冷却,我站旁边都能急出汗。传统水路全靠钻头,直来直去,产品稍微有点曲线就废了。变形、缩痕、周期拉长……老板瞪眼,我也没脾气。
2017年第一次在K展上看到随形冷却水路样品,那蜿蜒贴着型腔走的金属管路,第一反应是:这玩意儿靠谱吗?后来咬牙试了一套汽车灯罩模具,结果——冷却时间从42秒砍到24秒,产品翘曲直接掉了一半。打脸,但也真香。今天就把这些年的血泪和经验倒倒,不写教科书,全是大白话。
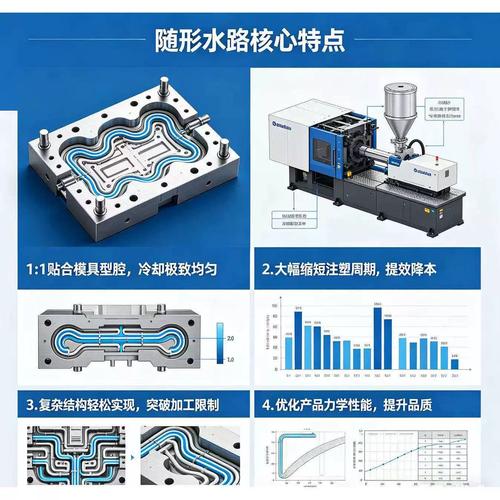
说白了,传统冷却的硬伤太明显。钻孔只能直线,哪怕用了隔水片、喷流管,热量还是集中在那儿,产品厚薄交界处动不动就缩水。随形冷却是让水路像设计艺术品一样,贴着产品轮廓走,截面还能变径。靠什么?金属3D打印,也就是增材制造。激光选区熔化(SLM)一层层堆出带复杂水路的镶件,别说异形,就算做个螺旋上升的水路都行。这下子冷却彻底均匀了。
但你先别激动。这技术代价不小。打印一块镶件,成本可能是传统加工的几倍,而且对设计能力要求高了一个台阶。不是软件自动生成就能用的。
问:那是不是所有模具都该上随形冷却?
答:真不是。我见过一个做衣架的模具也想跟风,纯粹浪费钱。随形冷却现在最适合的还是高附加值、大批量的产品,比如汽车车灯、精密电子连接器、医疗耗材。这些零件周期短一秒钟都可能多赚不少,而且质量要求变态。另外,模具本身寿命也得够,不然打印成本摊不下来。简单讲,你的模具如果周期瓶颈就在冷却,而且产品变形难搞,才值得考虑。
设计师最容易犯的错误,就是迷信软件。市面上几款模流分析软件,比如Moldex3D、Autodesk Moldflow,现在都有随形冷却仿真,能自动生成蛇形水路。漂亮是漂亮,但实际打印出来全是麻烦。我总结几条血泪教训:
–
。低于3mm很容易堵,尤其是金属打印后残留粉末清理不干净。我曾有一套模具,4mm直径的水路,上机三天就流量报警,拆开一看,拐弯处全是金属屑——粉末没清干净。
–
。随形水路镶件打印完要热处理、线切割、磨削、抛光,这些工序可能导致水路内部尺寸变化。尤其抛光,稍不注意就把细窄处磨偏了。最好在设计时就给后续余量,并注明公差要求。
–
问:随形冷却水路可以跟传统水路混用吗?
答:当然可以。很多模具不是全部区域都需要随形,只是局部积热严重。我们就用混合方案:主体还是钻直孔,关键热区做一个3D打印镶块,内部随形水路。这样成本可控,效果也能上去。我最近做的一套汽车B柱下护板模具,就是在筋位密集区用了随形镶块,周期缩短18%,整个模具成本只多了不到20%。
2024年了,3D打印设备越来越便宜,像EOS、Concept Laser这些品牌都在推专用模具钢粉末。软件也在跟进,西门子NX里已经有专门的随形冷却设计模块,还能跟模流分析实时联动。但我总觉得,工具再智能,模具设计最核心的还是人脑。你得知道热量到底聚在哪,材料流动怎么走,打印工艺的局限性……这些经验,软件永远替代不了。
还有一点被忽视的:随形冷却对模具钢材的要求。不是所有粉末都适合,高导热钢如HTC 2025或者专用的模具钢粉末必须考虑寿命和腐蚀。我有一次用了普通316L,结果冷却水路几个月就锈蚀了,压力损失飙升,全盘皆输。
所以,随形冷却确实是模具设计的一大进步,但绝不是万能药。理性看待,算好经济账,再结合扎实的设计功底,它才能发挥威力。最后分享一个心得:如果你刚接触随形冷却,先别碰太复杂的产品,从简单的圆形镶件入手,把整个设计-打印-后处理-测试的链路跑通,再逐步往复杂件挑战。一口吃不成胖子,但吃对了绝对香。
以上就是我的一些实战随想,没半点虚的。希望同行少走弯路,一起把模具设计往牛角尖里钻——对,不钻牛角尖,怎么做出极致产品?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:模具设计新风向:随形冷却到底有多神? https://www.dachanpin.com/a/tg/61182.html