说实话,干锻造这行十几年了,到现在看见那些红通通的钢坯在液压机下变形,还是有点激动。那感觉——怎么说呢,既古老又现代。锤子砸下去,哐当一声,零件就出来了。但别以为这活儿简单。我见过太多设计图纸写得漂漂亮亮,一到锻造车间就傻眼的案例。

自由锻还是模锻?选错真是要命
有一次,客户非要用自由锻做一批小齿轮轴。我说你傻啊?自由锻做这个,材料利用率低到哭,加工余量大得吓人——后续机加工成本比锻件本身还贵。他不听,说自由锻适应性好。结果呢?车间老师傅一边抡锤子一边骂,最后交货期拖了一个月。❗
自由锻适合单件、大型件,比如发电机转子、船用曲轴。它靠工人操作技术,经验占比极大。一个成熟的自由锻师傅,得练五年以上。而模锻呢?模具卡一下,流水线一样出活,精度高,适合批量。但模具费贵啊。你得算账:量少开模就是烧钱。
选工艺的时候,别光看材料牌号,还得琢磨后续热处理。有些钢种锻造窗口窄得离谱,比如某些高温合金,凉了十分钟就裂给你看。对吧?
温度控制:差十度就废了

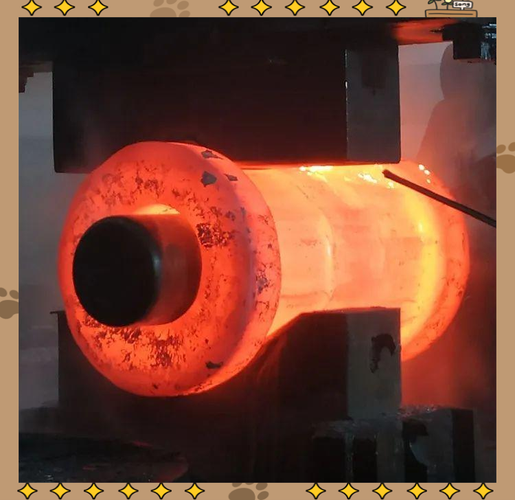
锻造温度范围,书上写得明明白白:始锻温度、终锻温度。可实际操作起来——咳,测温仪不准,炉子控温飘移,装炉量太大导致内外温差……全是变量。我吃过亏:一次做Cr12MoV模具钢,终锻温度低了大概15度,锻完没发现,热处理淬火直接开裂,一炉全报废。老板脸都绿了。💡
现在跟新人讲,别只盯着仪表。要学会看火色。亮黄色大概多少度,暗樱桃红大概多少度,眼睛比热电偶更直接。但说实话,年轻工人愿意学的少了,都爱玩手机。唉,扯远了。
还有,某些特种锻造,比如等温锻造、超塑性锻造,温度必须卡得死死的,差5度流动性就天差地别。这就不光是经验了,设备精度得跟上。
问:为什么有的锻件内部有裂纹,表面却看不出来?
答:内部裂纹往往不是一下子出来的。锻造时心部温度高、表面散热快,如果变形量没控制好,或者坯料本身有疏松缺陷,一压就产生微裂纹。后续冷却太快,裂纹就扩展了。超声波探伤能抓出来。所以锻前一定要检查坯料,别省那道工序。
锻后热处理,别小看它
锻完就扔一边不管?那等着应力集中、硬度不均吧。锻后热处理不是走过场。比如大型锻件,必须及时去氢处理——白点听过吗?氢致裂纹,吓死人的。我们厂规定,锻后必须在12小时内进炉退火,否则整批隔离。规矩是死的,但能保命。
不同材料冷却方式也不同:有的要空冷正火,细化晶粒;有的要灰冷缓冷,防止马氏体相变开裂。工艺卡上写“随炉冷却”四个字,背后是无数失败的教训。
问:锻造比到底选多大?是不是越大越好?
答:哪有那么简单。锻造比是变形量指标,大了能焊合内部孔隙,但太大了会造成纤维方向明显,产生各向异性。一般结构钢,锻造比3~5就够了。特殊高合金钢可能要6以上。但必须结合零件受力方向。曾经有根轴,锻造比做到8,结果横向冲击韧性不达标,装机就断。记住,合理的锻造比远比盲目追求高锻比重要。
锻造这玩意儿,说到底,是细节堆出来的。从下料、加热、预锻、终锻到切边,每一步都藏着坑。有时候设备振动大,模具错移个半毫米,锻件就成废品。你以为工人都是机械手?不,他们都是老艺术家。✅ 我见过一位师傅,凭声音判断锻锤能量足不足,一调一个准。
最近几年,数字化锻造上来了。车间装了压力传感器、红外热像,实时监控锻流线。以前靠手感的,现在有了数据。但别以为有了数据就万事大吉。数据不会替你感受金属的“软硬”,那个感觉啊,还是得亲自上手。❗
就这样吧,再写下去该嫌我啰嗦了。反正一句话:锻造工艺,学无止境。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:锻造工艺:从捶打到精密,这几个坑你踩过吗? https://www.dachanpin.com/a/tg/61189.html