上周三晚上十一点,车间电话把我从床上拎起来——新开的连续模,打出来的零件毛刺大得像锯条齿,修边工序直接崩了口。我套上工服就往厂里赶,一路上心里把那套模具的设计师问候了八百遍。说实话,冲压这行干久了,什么妖蛾子都见过,但每次都还是能让你血压飙升。
冲压工艺,听着粗犷,其实比绣花还挑细节。一台压力机,几十吨的力往下一砸,钢板变成零件,看起来简单粗暴,对吧?可一旦牵扯到模具间隙、材料各向异性、冲压速度曲线这些玩意儿,瞬间就能让人头大如斗。
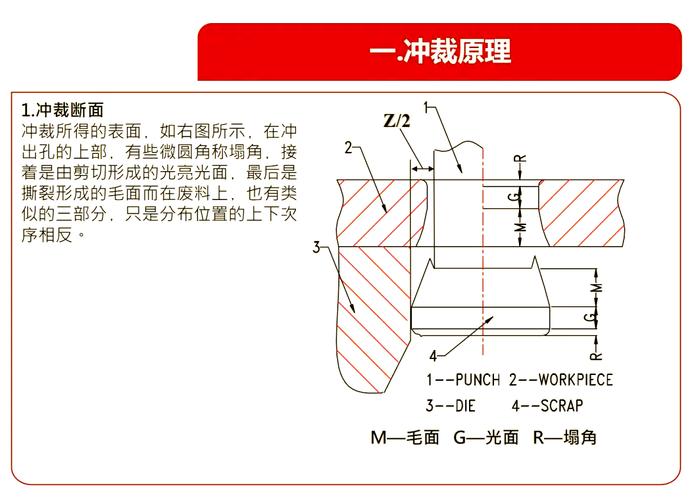
模具间隙:差一点,天差地别
那晚我蹲在设备前,拿塞尺一量,间隙单边大了0.03毫米。就这0.03!直接让断面质量从光滑撕裂带变成了粗糙断裂带。很多半吊子工程师以为间隙宽点“安全”,不容易啃模,结果呢?毛刺、塌角、甚至材料在模腔里乱流——你猜怎么着,后面折弯工序一压,暗伤全裂开了。
其实我最烦那种手册数据。什么碳钢板间隙取料厚的6%~8%……那些都是理想状态下的参考值。你实际用的板料,同牌号不同批次,硬度差个二十HV都正常。有一回用DC04,进了一批料,屈服强度比往常低了将近15%,按照原先的间隙去打,直接出负偏差,零件单边塌角,装配时晃晃荡荡。最后只能紧急修模,把间隙调小了0.02,还算勉强救回来。
更别说现在新能源车上那些高强度钢板,DP780、DP980,甚至热成型钢。间隙稍微不对,模具寿命断崖式下跌。我们吃过亏:800吨压机,冲压DP780的防撞梁,模仁用的是SKD11,热处理后硬度HRC60,结果二十万冲次不到,刃口就塌了。后来换了粉末高速钢,间隙单边放大到料厚的12%,才把模具寿命拉到五十万冲次以上。
回弹:你以为算准了,其实永远在赌
冲压人最恨什么?回弹!特别是搞车身覆盖件,那个拱形弯曲,仿真软件算出来的补偿量,经常是美好的谎言。AutoForm、Dynaform……软件预测挺好的,一上机压出来,形状就是不对。你以为是材料参数没填对?sorry,边界条件、摩擦系数、甚至压机本身的弹性变形,都能让结果飘到爪哇国。
有次做铝制发动机罩,6061铝合金,回弹控制不住,型面公差要求±0.5mm,我们压出来一头翘起1.2mm。后来干脆不做全补偿了,在拉延工序后加一道侧整形,利用二次成形把回弹强行掰正。代价是多一套工序,多一套模,但总好过后面专门上一套激光切割来修边吧——那是真的贵。
问:为什么回弹没法彻底消除?
答:因为金属弹性恢复是物理天性。塑性变形总伴随着弹性变形,外力一卸,弹性部分就得回来。你只能去预测和补偿。现在比较靠谱的做法是用光学扫描测出实际回弹量,反向修正模面,迭代几次,能逼近到公差内。但完全消灭?做梦。
问:有没有什么工艺能减少回弹?
答:加背压、调压边力、用阶梯拉伸筋、或者干脆换成形方式。像刚才说的铝板,可以考虑温热成形——加热到200℃左右,回弹能降一大截。但这又带来能耗、节拍变慢和模具热变形的新麻烦。所以,工艺就是妥协的艺术。
自动化线:从“人海”到“黑灯”的喜与忧
现在哪有冲压车间还靠人手送料的?太少了。尤其汽车行业,冲压线都是七八台压机串联,机械臂端拾器飞速跑,节拍最高冲到15SPM。看上去很酷,对吧?可是自动化一复杂,故障点就多得心慌。
去年我们新上的1600吨双臂线,调试了整整三个月。最大的坑是什么?端拾器和对中台。板料涂了拉延油,吸盘偶尔打滑,一片料歪了十毫米,后面全卡死,整线停机报警。后来在视觉对中系统上加了个自动纠偏算法,才算稳下来。
还有废料排出——自动化线最容易忽视的环节。线尾废料翻板不灵活,三角废料卡在传送带上,一会儿就堆成山,操作工得拿钩子去扒拉,危险又心累。我们现在用气动翻板加振动器,再配一个废料滑槽监控摄像头,才算解放了人手。
不过话说回来,自动化带来的好处也是实打实的。以前一条老线,四台机配六个操作工,两班倒,人困马乏。现在黑灯生产,两三个巡检就够了,效率翻倍,成本还降了。只是前期投入大得吓人,回本周期得算得贼仔细。
润滑:被轻视的妖精
拉延油!我见过太多厂用着最便宜的乳化液,觉得“能滑就行”。结果模具拉毛、零件拉裂,然后一味怪模具材料不行。其实好的拉延润滑剂,能让你拉延深度增加20%都不是梦。我们在一款SUV车门内板试过,换用极压添加剂的合成油,不仅开裂频率降了,模具清洁周期也从五千冲次延长到了一万二。这笔账算下来,油钱算个屁。
但是油也不是越黏越好。黏度太高,后续清洗麻烦,还会影响焊接。现在趋势是免清洗油或者热挥发性润滑剂,冲压后加热挥发,省去清洗工序,对于降本可太香了。就是价格依然不够亲民,老板一听报价脸就绿。
问:怎么判断现在用的拉延油合不合适?
答:最简单的办法,看零件表面质量和模具磨损。如果老是出现粘结磨损、表面拉伤,拿个摩擦系数测试仪测一下,对比油品规程。没有仪器?拿手指沾油搓搓,感觉一下油膜强度——虽然不准,但有经验的师傅能判断个七八成。再就是做极限拱顶试验,看破裂前域高,很直观。
冲压这行啊,说深了是材料、力、摩擦和控制的交响乐,说浅了就是把板子压成形状。干了这些年,踩过的坑比走过的路还多,但每次解决完一个难题,看着零件漂漂亮亮下线,那种快感,也就能维持一天。第二天新的麻烦又来了。也许这就是制造的本色吧。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:冲压工艺:搞了十几年,还是被毛刺和回弹搞到破防 https://www.dachanpin.com/a/tg/61194.html