站在一座全自动静压造型线旁,砂尘味混着冷却液的蒸汽扑面而来。说实话,那股味道真不怎么样。但看着刚刚脱箱的缸体铸件,泛着暗红色的余温,码垛机器人正把它夹走——我突然觉得,铸造这行当,骨子里就没变过。六千年前,良渚的先民把铜矿石扔进陶坩埚,等它熔化、灌入石范;六千年后,我们在真空室里用镍基高温合金浇注单晶叶片,差一点就要精确到原子排列。工具变了,逻辑依旧:把液态金属驯服成我们想要的形状。
不过话说回来,铸造工艺的复杂性远不只是“灌进去、冷下来”那么简单。浇注温度差个20度,模具涂料刷厚了0.1毫米,甚至砂子粒度分布曲线稍微偏一点——出来的活儿可能就是废品。对吧,干过现场的都清楚。

砂型铸造的“粗糙”智慧
很多人一提到铸造,脑子里蹦出的就是那种黑乎乎、表面坑坑洼洼的铸铁件。没错,砂型铸造仍然占全球铸件产量的70%以上。它慢,它精度差,它粉尘满天飞。但为什么还没被淘汰?因为灵活。一套木模就能开工,改改浇道系统就像程序员改几行代码。尤其做单件小批量的大型铸件——比如船用柴油机机身,十几米长,几十吨重——除了砂型铸造,还真没太好的办法。
可砂型铸造的缺陷也让人头疼。气孔、缩松、夹砂……每个铸造工程师都是一部血泪史。我曾经为了一个泵体缩松的问题,连续跟了三天夜班,最后发现只是冷铁放置偏了5毫米。5毫米!那种懊恼,恨不得把模具扔进熔炉。
问:砂型铸造的精度提升很难吗?现在不是有树脂自硬砂吗?
答:树脂砂确实让尺寸精度上了一个台阶,表面粗糙度也能降到Ra25左右,但想追上精密铸造?实话讲,不可能。砂型的天性就是颗粒堆积,再怎么紧实也有孔隙。不过你换个角度看——有些铸件根本不需要那么高的精度。比如机床床身,反正后面还要加工导轨面,铸件基体留点余量,反而利于吸震。这叫物尽其用,对吧。

精密铸造:当熔模撞上3D打印
如果说砂型是豪放的,那熔模精密铸造就是极致的内卷。航空发动机的涡轮叶片,内部是迷宫般的气冷通道,壁厚最薄处不到0.5毫米。这玩意儿以前全靠老师傅手工修蜡模,一个叶片要做一整天,手一抖就报废。现在呢?3D打印光敏树脂直接打出叶片蜡模,或者打印出陶瓷型芯,表面精度能达到±0.1毫米。你敢信?我去年在苏州一家精铸厂看到,他们用国产DLP打印机做蜡模,效率比手工高了十倍不止。
但新技术总带点妖。3D打印的树脂模在脱蜡焙烧时容易胀裂,因为热膨胀系数和传统蜡不一样。厂家只好改焙烧曲线,升温速度调到每分钟3度,还得在氮气保护下进行。听着就烧钱。可话说回来,航空发动机叶片动不动就几万一片,这点成本算什么呢。
问:熔模铸造只适合做小件吗?大点的结构件能不能用?
答:传统上熔模铸造确实以小型精密件为主,因为蜡模本身强度低,做大件容易变形。但现在已经不是这样了。通过组合蜡模、设计加强筋,以及采用硅溶胶制壳强化,做到几百公斤的铸件完全可行。比如燃气轮机的大尺寸导向器,就是熔模铸造的典型应用。只不过越大越贵,要权衡。
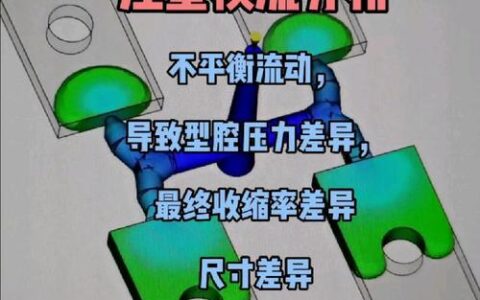
压铸:速度与气孔的永恒博弈
压铸这工艺,像一场极限运动。铝液在0.1秒内被压射进模具型腔,速度能到60米/秒以上。成型快,表面光洁,适合做汽车变速箱壳体、手机中框这类薄壁件。可总有气孔。高速充型把空气卷进去,怎么都排不干净,热处理一烤就鼓包。所以传统压铸件不能做热处理强化,强度上不去。
直到真空压铸和高真空压铸普及,问题才缓解。把型腔里的空气先抽到50毫巴以下,再射料,气孔率能降到1%以下。特斯拉的一体化压铸后底板,就是用4000吨以上的压铸机,配合真空系统干的。那个新闻前两年刷爆朋友圈,说实话,我看了也就微微一笑——技术原理早就有,关键是把锁模力和真空度同时做到极致。不过确实推动了一波大型压铸机热,力劲、伊之密这些国产厂商订单接到手软。
还有个分支叫半固态压铸,把铝浆搅成膏状再压,流态更可控,气孔更少。但生产效率低,设备贵,朋友圈里看的多,真敢投的少。

问:压铸件内部气孔到底怎么检测?客户非说超声探伤没缺陷,但加工后小孔冒出来。
答:哈哈,这事儿太常见了。超声对微孔不敏感,CT又太贵。现在比较实用的做法是“浸渗+真空衰减法”:先浸渗树脂把大孔堵上,再用真空箱测泄漏率,泄漏量超标就判废。或者干脆做破坏性检测,随机抽样锯开看剖面。不过好多小供应商舍不得,就靠工艺管控来赌。
消失模:泡沫的华丽献祭

消失模铸造有点魔幻。用聚苯乙烯泡沫做成模型,埋进干砂,直接浇注,金属液把泡沫烧掉取而代之。不需要取模,没有分型面,能做出极其复杂的结构。当年我看一个水泵叶轮的消失模,扭曲的叶片通道,砂型根本没法拔模。但消失模也有它的脾气——烧掉的泡沫会产生气体,处理不好就呛火。而且泡沫模型本身就容易变形,夏天热一点,模子自己就弯了。
这两年数字化消失模挺火:用数控机床直接加工泡沫模型,速度快,还不用做模具。搭配浇注模拟软件,能把缩孔位置预测得贼准。就是泡沫粉尘清理起来要命,车间里白花花一片,工人戴着防尘口罩还是吸一鼻子。
问:消失模铸造的碳渣缺陷怎么控制?浇出来表面有黑斑。
答:根本原因就是泡沫裂解不彻底。三个方向:一是提高浇注温度,给足气化时间;二是在涂料中加入氧化性物质,帮助燃烧;三是采用负压下浇注,把气体抽走。但最关键的还是泡沫的密度——密度越低,裂解越干净。所以很多厂规定泡沫密度不能超过20kg/m³,还必须用EPS专用料,不能掺旧料。当然,成本就上去了。
整个铸造行业,正被两股力量拉扯。一边是环保大锤,砂处理、烟尘排放、废砂倾倒,每条都在勒紧;另一边是材料革命,高熵合金、金属基复合材料,要求更极端的凝固控制。说实话,很多老车间已经走到尽头,不改造就是死。但也有新生力量,比如云南那家铸企,用生物基粘结剂替代有毒的树脂,把废砂做成了建材,愣是零排放。我去看过,挺震撼的。
铸造从来不是夕阳产业,它只是不断脱壳。就像金属液在砂型里凝固,看似沉寂,内里全是晶粒的长大、枝晶的交织。我们做的每一只铸件,都凝固着这个时代对精度的理解,对强度的渴望,还有一点——对古老技艺的敬畏。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:铸造工艺:砂箱里的千年玄机,从青铜礼器到空心涡轮叶片 https://www.dachanpin.com/a/tg/61736.html