内转外,远不止一张检查表
区分内外作业只是第一步,真正难的是消除浪费在“切换”上的每一秒。 我见过最夸张的案例:技术部制定了一版完美的换模标准作业,打印出来贴在设备旁边,结果操作工根本不看。问原因,答:“照那张纸做,换一套模具更慢。” 仔细跟踪后才发现,标准作业里漏掉了N多并行操作的机会。比如,吊运模具时,是不是可以同时准备下一套模具的预热?拆卸旧模时,能不能预先将新模的紧固件放在手边?这些不是靠办公室拍脑袋能想出来的,得和工人一起在机器旁蹲点,用秒表掐。 💡 一个奇招:用视频记录整个换模过程,然后叫上操作工、班组长一起回看,让他们自己找哪些动作是浪费。人们对自己发现的问题,执行改善的意愿要高得多。 问:我们厂也做了内转外,模具提前备好,但换模时间还是降不下来,为什么? 答:大概率是“外部作业”里藏了猫腻。比如,模具虽然提前拿到了设备旁边,但安装前发现顶杆长度不对,需要临时打磨。这算内部还是外部?从书本上它算外部,因为你是在停机前做的准备——但准备的品质不合格,导致停机后还得返工。所以要追踪外部作业的首次质量,必须确保所有准备活动是“即取即用”的状态。
夹紧、定位:技术改造的甜点区
我不止一次跟同行说,搞SMED如果只折腾流程不动硬件,就像给瘸腿的马喂兴奋剂。物理层面的快速切换装置,投资回报率往往高得惊人。 还记得第一次把老机床上那种内六角螺栓压板改成液压夹紧器,操作工的表情像过年。原来拧一颗螺栓要转二十圈,现在一按按钮,油缸“啪”一声锁死,三四秒的事儿。还有模具定位,从人工敲打调整换成了V形导块加锥销,直接往上一推,咔哒入位。这种爽感,只有经历过的人懂。 ✅ 值得砸钱的地方: – 液压/气动快速夹模器 – 统一化的模具底板和夹持边高度 – 球式运输台面的换模台车 – 模具库的射频识别(RFID)自动调用 问:小厂预算有限,上不起液压夹具,怎么办? 答:那就死磕“标准化”。比如,把所有模具的压板槽深度统一,垫块高度统一,螺栓规格减少到两种。我曾帮一个做钣金的小作坊,仅靠这一招就让换模时间从45分钟降到18分钟。关键是执行力,老板得亲自盯着改模具,因为动模具是下本钱的活儿,车间主任自己不敢拍板。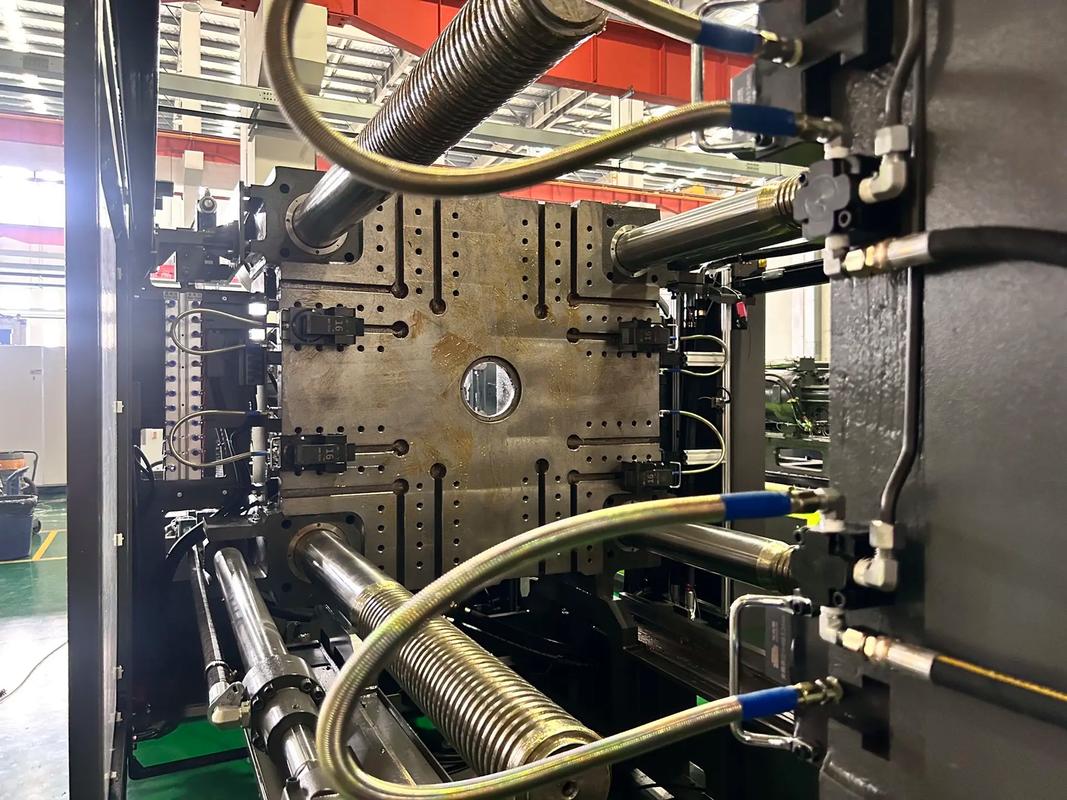
数字化SMED:数据不说谎,但会怼人
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速换模(SMED)不是玄学:一次踩坑后的真正顿悟 https://www.dachanpin.com/a/tg/55077.html