上个月那批订单,废了——就因为我自作聪明省掉了夹具预压。老板没骂人,但那眼神比骂还难受。说实话,搞机械十几年,在工装夹具上栽的跟头,摞起来比这台加工中心还高。今天不聊虚的,咱们撒开了谈谈这点破事。
我先给你看个东西。
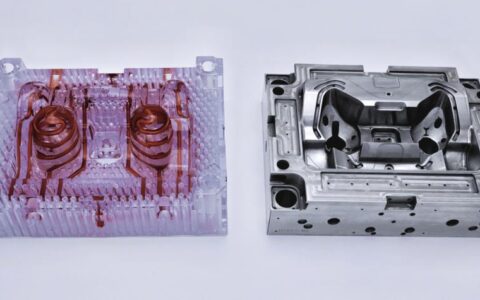
看到了吗?就这零点几毫米的偏移,毁了我一套航空铝件。根源?那个用了三年的手动卡盘,重复定位精度早就飘了。我后来换了一套液压组合夹具,才发现原来装夹可以不用每到换班就提心吊胆。
为什么你的工装夹具总是不给力?
很多人以为买贵的就是对的。错得离谱。夹具这玩意儿,匹配度比价格重要一千倍。比如加工薄壁件,你得上真空吸盘或者软爪,用刚性卡爪?分分钟变形给你看。其实核心就两条:定位基准统一和夹紧力可控。可越是基础的,越没人当回事。
我见过最离谱的案例——一家厂子用普通台钳夹着工件铣曲面,美其名曰“万能”。结果呢?振动刀纹跟唱片似的,报废率一度冲到20%。后来逼急了,花了两万块定制了一套随形夹具,废品率直接归零,两个月回本。你说这是技术问题还是态度问题?
💡 问:怎么判断夹紧力是不是太大或太小?
答:没几个人会老老实实算这个。经验派用手扳,科学派用扭矩扳手。我摸索出的野路子是——夹紧后,拿橡胶锤轻敲工件,声音闷实就对了,要是发空或者工件微动,赶紧调。还有个死办法:在夹具和工件之间夹一张薄纸,用手拉,感觉有阻力但能抽动,算是“刚好”。不过涉及到精密磨削,最好上力矩扳手并做验证记录。不然变形那一两丝,够你返工到天亮。
设计工装夹具时最容易忽视的三大细节
唉,说到设计,火就上来了。有些图纸看着完美,一用就废——全死在细节上。
1. 排屑!排屑!排屑!十个精加工废品,六个因为切屑卡在定位面上。尤其是加工钢件,断屑乱飞,定位销孔里一旦卡进碎屑,再好的零点定位也白搭。我后来强制规定:所有夹具底板必须设计排屑槽或斜面,高压冷却必须对准关键面。代价不大,效果惊人。
2. 快换接口的标准化。 别再用螺栓一颗颗拧了!现在零点定位系统都普及成什么样子了——一套拉钉加模块,换型时间从半小时缩到三分钟。但前提是:你得舍得在每套夹具上焊统一的定位拉环。我常说,舍不得这点成本,就等着拿人力填坑吧。
3. 人机工程学。 这是最容易被嘲笑的点。师傅们会说:“干不了滚蛋!”可现实是,夹具把手如果太低,操作者弯腰八小时,第三天自离了。你夹具再好,没人会用顶个屁。设计时,装卸操作高度尽量在900mm左右,手柄、压板位置避开铁屑飞溅区——这些不是额外要求,是基础。
💡 问:小批量多品种加工,用哪种夹具最划算?
答:别想着“通用万能”。直接上模块化夹具系统,或者自定心虎钳配上可换钳口。我现在的玩法是用气动快换基座,上面配多种定位模块,跟搭积木似的。虽然首次投入比传统夹具贵30%,但换型效率提升至少五倍,适合每天换好几次活的场景。另外,3D打印的尼龙软爪也很香,成本低,不伤工件,造型自由,你可以试试。
快速换型:工装夹具的柔性化之道
提到柔性,很多人就想到自动化线。其实对小厂来说,快换夹具才是命门。我去年帮一家作坊改进,他们原先靠三台机一个人死盯,根本停不下来。后来把全部夹具改成统一的拉钉接口,所有机床上装零点夹紧板,离线装夹,机内自动卡紧。效果?操作工从三个变成两个,设备利用率拉到85%以上——老板乐得请我喝了三顿酒。
但是!但是来了——快换系统要求毛坯一致性。你毛坯飞边大、铸造余量飘忽不定,那什么零点定位都救不了。所以,先搞定前道工序的标准化,再谈夹具柔性化,这个顺序千万不能反。
还有一句大实话:气动夹具比液压干净,但夹持力稳定性不如液压;电磁夹具适合磨床,但怕热;冰结夹具听起来美,实际工况限制太多。别听销售吹,自己试一两个工件才真。
💡 问:经常加工大型铸件,夹具怎么防震?
答:增加辅助支撑!别只靠主定位。可以用液压浮动支撑缸,在切削力反方向加一点,别顶太死。另外,大型铸件自身共振频率低,刀具悬伸必须短,必要时在夹具上附加动力吸振器。我们以前傻过,拿千斤顶顶住工件就开切,震得整台机报警。后来老老实实设计阻尼支撑块,配合仿真分析,才算消停。
工装夹具这东西,说到底是个系统活。从工艺规划到现场工况,从操作者习惯到设备精度,缺一个环节都可能出幺蛾子。我见过最精密的五轴夹具在灰尘大的车间用三个月就卡死,也见过老师傅用自己焊的土夹具干出微米级公差。所谓经验,无非是你终于明白:夹具不是孤立存在的,它是连接机床、刀具和人之间的唯一实体纽带。
好了,一不留神又说多了。最后留句得罪人的话:如果你现在车间里还在用着三十年前的铸铁台钳,然后抱怨生意难做——你得明白,不是时代抛弃了你,是你自己放弃了主动权。该换夹具了,今天就换。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工装夹具选型与设计:那些年我踩过的坑和终极指南 https://www.dachanpin.com/a/tg/58457.html