上周,二车间那根六缸曲轴又裂了,淬火那道弧形裂纹,看得人心绞痛。干了二十三年锻造,这种事儿还是堵心。很多人以为锻造就是烧红了铁,抡锤子砸,力气活。实际上呢?锻造工艺是金属塑性变形、热处理、模具设计搅在一起的系统工程,一步错,废品堆成山。今天不扯虚的,聊点干货。
自由锻灵活,适合打样、小批量,一根钢锭在操作机上翻来覆去,全靠师傅的眼力和手感。我见过老师傅三锤下去,尺寸差不到两毫米,那真是功夫。但年轻人不乐意学,自由锻后继无人。模锻呢?模具一锁,噼里啪啦几秒钟一个,精度高,批量优势大。可模具费不含糊,一套曲轴模具二三十万起步。有些老板算不过来账,量没上去就上模锻,模具成本摊不薄,最后亏本。所以,工艺路线选择,得先算经济账。
我们去年给风电法兰配锻件,刚开始图省钱用自由锻,结果后续机加工工时多出30%,算下来更贵,悔得拍大腿。
问:我们新项目开发一款工程机械轮毂,预计年产量500件,模锻和自由锻怎么抉择?
答:年产量500件,卡在中间有点尴尬。我的建议:如果轮毂内腔复杂、有减重孔,必须用模锻,自由锻根本做不出那个样子。但如果你能接受实心锻造再机加工掏孔,那自由锻也行,但要考虑材料利用率和加工成本。我一般会画个对比表格,把模具费、材料费、加工费全摊进去,一目了然。还有个关键点——交付周期。模锻开模具可能要两三个月,自由锻随时可以干。如果客户催得急,自由锻是救火方案。
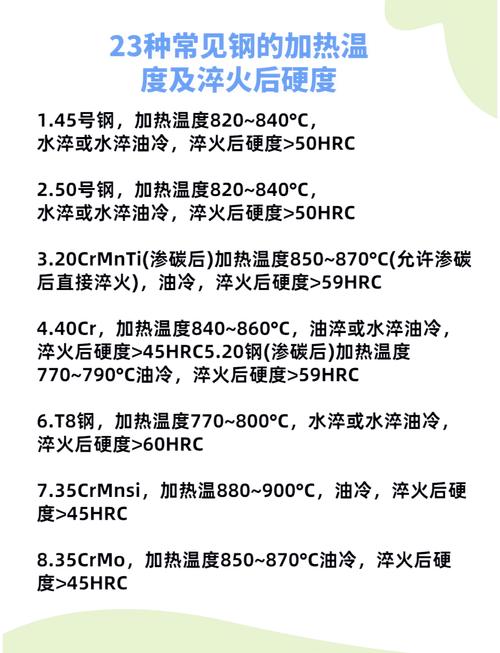
锻造温度控制,我骂过不少徒弟。现在红外测温仪人手一把,但依赖过头了。仪器显示1200℃,表面温度没错,可芯部呢?大锻件透烧不透,芯部还是冷的,一锻就内裂。终锻温度更是命门,低于800℃还硬砸,晶粒破碎,性能直接报废。45钢终锻温度750℃左右勉强,40Cr得820℃以上,记死了。我习惯看火色,亮橙黄始锻,暗樱红赶紧停锤,比仪表快半拍。
还有个坑,锻后冷却。有些锻件堆在一起,冷速不均,第二天一看,弯了。特别是长轴类,必须悬挂或放在专门冷却架上。热处理环节,正火、调质,工序衔接要紧凑,别锻完扔那儿两天再进炉,应力释放不均匀,淬火时给你颜色看。
问:不锈钢锻造和碳钢差异有多大?需要注意什么?
答:不锈钢导热差、变形抗力大,锻造温度范围窄,比如304不锈钢始锻温度大概1150-1180℃,终锻必须高于850℃,稍不留神就裂。而且不锈钢粘模具,润滑要求高,我们用水基石墨,喷少了拉伤,喷多了表面渗碳风险。还有,锻后必须快冷到一定温度再进台车炉固溶,中间不能拖,不然晶间腐蚀敏感性陡增。不夸张,不锈钢锻造,劝你做好被折腾的准备。
模具设计,不是画个型腔那么简单。飞边槽尺寸、拔模斜度、圆角过渡,差一点就导致充不满或出模困难。我们吃过亏:一套连杆模,圆角设计太小,锻了不到两千件,角部全裂了,修复成本比模具还贵。现在我用模拟软件先跑一遍,
,虽然软件不便宜,但比起废模具,划算。
润滑这块,以前石墨机油随便用,现在环保卡脖子,雾化污染被罚过款。试过水基石墨,效果一般;陶瓷基润滑剂成本高,还没大规模推广。目前折中,高压微量润滑,省着喷,效果看天气,湿度大了还起皮。车间工人怨声载道,我也头疼。
问:模具寿命一般多少?怎么延长?
答:热作模具钢,比如H13,正常维护下5000-10000件,但要看锻件材料和温度。关键几点:预热必须到200-300℃,别一下怼红料;定期去做应力消除回火,别等裂了再修;型腔表面轻微龟裂及时抛光,不然裂纹扩展很快。还有,模具存储要防锈,别淋雨——以前有个分厂,模具露天放,一个月后全锈了,老板脸都绿了。
锻造这行,越干越胆小。从原材料开始,钢锭的偏析、缩孔,到锻造比控制,加热规范……每一个环节都像多米诺骨牌。去年我们引入自动送料机器人,人轻松了,但程序设定稍错,坯料定位不准,压出的飞边不对称,又是一批报废。自动化不是万能药,工艺理解必须到位。
好了,啰嗦这么多,就是想让想入行或正头疼锻造问题的同行少走点弯路。锻件质量是砸出来的,更是想出来的。下次遇到难题,别闷头试,多看看金属流线,分析一下受力,思路就通了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:锻造工艺,不是砸两锤子那么简单——一位老锻工的技术独白 https://www.dachanpin.com/a/tg/61741.html