冲压车间里那台老式机械压力机又罢工了。模具工老陈蹲在机台旁,手里捏着被拉裂的零件,眉头拧成一团。这场景我再熟悉不过——在传统冲压行业混了十几年,谁还没被回弹、起皱、拉裂这“三座大山”折磨过?说实话,过去搞冲压工艺调试,八成靠老师傅的手感。板料进模的那一瞬间,什么材料非线性、摩擦系数、温度变化,理论公式根本算不准,只能一次一次试。最惨的时候,一套覆盖件模具调三个月,废料堆得比人还高。冲压模具这个“黑箱”,真能把人逼疯。

但话说回来,这种靠经验死磕的模式,在汽车轻量化和电子消费品薄壁化的今天,越来越玩不转了。高强度钢板、铝合金、镁合金……新材料一个比一个难伺候。拿铝板冲压来说,它的弹性模量只有钢的三分之一,回弹量能达到令人绝望的程度,用传统方法调参简直就是赌博。这时候,有人把希望寄托在伺服冲压上。
✅ 伺服冲压技术带来的柔性革命
伺服压力机这东西,十年前还算稀罕物,现在大厂已经铺开了。它最大的本事是什么?运动曲线可编程!传统机械压力机就一个固定正弦曲线,那“咣当”一下砸下去,速度、行程全定死了。而伺服冲压能让你在任意行程点改变滑块速度。还记得我去年第一次看伺服线调试,技术员在屏幕上拉了几下曲线,原本一冲就裂的深拉深件居然完整出来了——那一刻真的有点震撼,跟变魔术似的。
举个例子吧。冲压一个深度超过200mm的汽车纵梁,传统工艺可能要分两次拉深,中间还得退火。但用伺服压力机,工程师在冲头接近破裂危险区时把速度降到极低,让材料缓慢流动,过了临界点再加速,冲压曲线优化一调整,单次拉深就搞定了。这带来的不光是效率提升,模具还少开一套,成本哗啦啦往下掉。不过,可别以为买一台伺服机就万事大吉。没有懂工艺的人写曲线,那跟机械压力机没两样——机器是柔性了,人的大脑可不能僵着。
问:伺服冲压对比传统机械冲压最大的优势是什么?
答:最大优势是速度和位置的精确控制,可以实现变速冲压,比如在破裂风险大的行程段减速,在非成形段快速通过。这样一来,废品率能降一大截,还能用一套模具做多种工艺,比如先拉深再切边,以前要两台机子接力,现在一台伺服压力机就能搞定。当然,前提是你要舍得在编程和传感器上花钱。
💡 数据驱动的智能化闭环:从预测到自愈
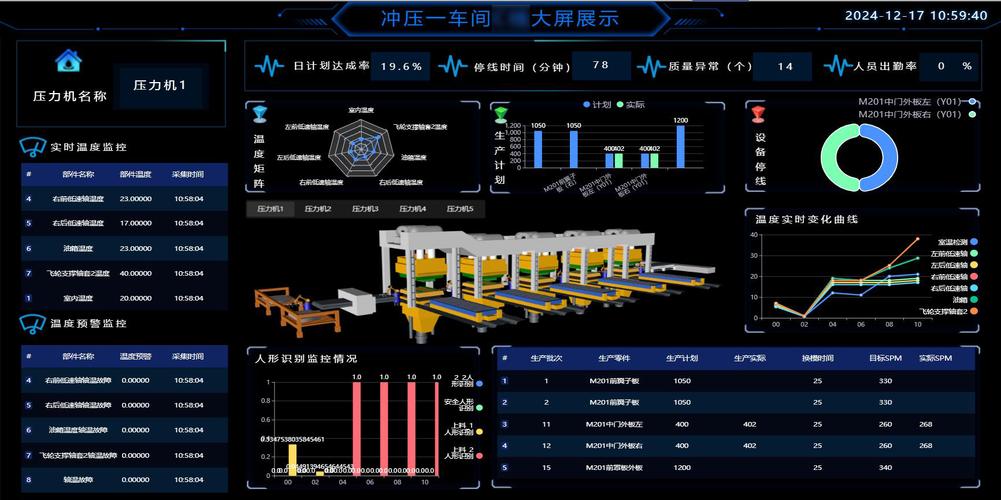
伺服冲压再牛,也只是单点突破。真正的智能化,必须让设备长出“大脑”。这几年,我参观过几个所谓的“数字化冲压车间”,大屏幕上数据跳得眼花缭乱,可走近一看,工人还是拿卡尺量零件,工艺参数还是手动调。这就尴尬了——数据是采了,但没形成闭环。
那怎么做才算闭环?首先,得在模具和压机上埋足够多的传感器:力传感器、位移传感器、温度探头,甚至声发射传感器抓冲压模具的微小裂纹。数据采集频率要够高,至少千赫兹级别,不然一些瞬间失稳根本抓不住。然后,把历史生产数据喂进机器学习模型。注意,不是简单的SPC控制图,而是能预测回弹量、表面缺陷、模具磨损的AI模型。我们团队就试过用LSTM网络预测高强钢回弹,把材料参数、模具间隙、润滑条件全作为输入,训练了半年,现在预测准确率能到92%以上——虽然还不能全自动,但已经省掉了70%的试模时间。
更激进的做法是自适应控制。在线监测到拉裂风险时,系统立即微调压边力或滑块速度;发现模具磨损超标,自动触发修模提醒。这可不是科幻,目前德国一些高端冲压线已经实现了基础的自适应,国内头部企业也在追赶。不过,理想很丰满,现实总是骨感。
问:都说冲压智能化要用大数据和AI,但实际落地最大的坑在哪?
答:最大的坑绝对是数据质量。传感器装了一大堆,结果采集到的数据“脏”得不行:噪声、零点漂移、通信丢包导致的缺失值,甚至不同批次的数据时间戳都对不齐。我们项目初期,三个数据工程师光洗数据就洗了四个月,一群人对着Excel视图抱头崩溃。后来上了边缘计算做预处理,才勉强把数据可用率从40%提到85%。所以,搞智能化别先想炫酷的AI,先把数据基建砸实了——这是血泪教训。
❗ 别以为搞智能化就是买设备装软件
说到这,不得不吐槽一下行业乱象。有些供应商推销方案的时候,PPT画得跟好莱坞大片似的,什么数字孪生、工业互联网平台、AI自诊断,一套组合拳下来报价几千万。结果呢?系统上线后成了摆设,运营人员不会用,老工艺工程师抵触,最后又回到手工调参的老路。我见过一家车企,花大价钱买了冲压线MES和AI系统,但底层设备还是老式继电器控制,连通讯协议都对接不上,最后只能在上层“做假数据”应付领导视察——简直荒唐。
智能化转型,难的不是技术,是人和流程。你得有跨学科的团队:懂冲压工艺的老法师、懂数据科学的小年轻、还有懂自动化集成的工程师,这三拨人坐在一起吵三个月,可能才把需求理清楚。而且,别指望一上来就“砍掉一半调模匠”,那只会闹得车间罢工。聪明的做法是,先在一个产品或一条线上做小闭环验证,让老匠人看到系统真能帮他们省事,减少反复试错,等他们尝到甜头了,推起来才顺。
另外,冲压工艺的数字化还有个隐藏难点:模具本身。现在很多企业愿意在压机上花钱,模具却还是老一套:没有传感器安装位,没有快速换模接口,连3D模型版本都是乱的。讲真,数字化得从冲压模具设计开始,在模面设计阶段就预留传感器孔,做模流分析时直接用仿真数据搭建数字孪生的雏形。否则,旧模具硬接新系统,就像给自行车装涡轮发动机——要么别扭,要么散架。
不过话说回来,整个行业还是在往前走的。上周去一个做新能源电池壳的工厂,他们的冲压线已经做到了全程在线检测,废品率压到千分之二以下。问他们秘诀,车间主任嘿嘿一笑:“先把地基打好,再谈上层建筑。”是啊,工具再好,也得靠人用。冲压工艺这几百年,从锤子敲到水压机,再到今天的智能伺服线,每一次蜕变都带着满身油污的挣扎,但这就是制造业的魅力——它永远在解决新的难题。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:冲压工艺的智能化蜕变:从经验摸索到数据驱动 https://www.dachanpin.com/a/tg/61745.html